件(jiàn)有限公(gōng)司")


























01
源頭廠家
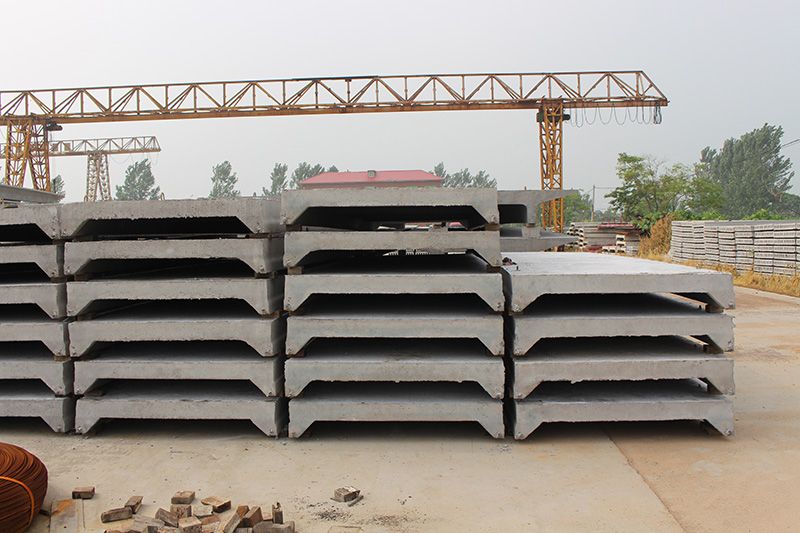
Source manufacturer新鄉縣興賓預(yù)製構件有限公司,建於1994年3月,廠址位於新鄉縣小冀(jì)鎮青龍路西段(原廠址(zhǐ)南環路),地理位置優越,交(jiāo)通方便,生產各種規格空心板,預製(zhì)構件、大型屋麵板和(hé)預(yù)應力(lì)混凝土屋麵板等產品。





產品中心
大跨度預應力空心板

屋麵板
雙T板
SP板
13323801533

板的跨度大,承載力高、結構性(xìng)能可靠
板的跨度大,承載力高、結構性能可靠
板(bǎn)的跨度大,承載力高、結構性能(néng)可靠
板的跨度大,承載力高(gāo)、結構性能可靠
板的跨度大(dà),承載力高、結構性能可靠
板的跨度大,承載力高、結構性能可靠
板的跨度(dù)大,承載力高、結構性能可(kě)靠
板的跨度大,承載力高、結構性能可靠
板的跨度大,承載力高、結構性能可靠
板的跨度大,承(chéng)載力高、結構性能可靠
板的跨(kuà)度大,承載力高(gāo)、結構性能可靠
板的跨度大,承載力高、結構性能可靠
板的跨度大,承(chéng)載力高、結構性能可靠
板的跨度大,承載力高、結構性能可(kě)靠
板的跨度大,承載力高(gāo)、結構(gòu)性(xìng)能可靠
板的跨度大,承載力高、結構性能可靠
板的跨度大,承(chéng)載力高、結構性能可靠
板的跨度(dù)大,承載力高、結構(gòu)性能可靠(kào)
品牌優勢




關於丝瓜app
公司簡介

新聞(wén)資訊
友情鏈接:
版權所有 新鄉(xiāng)縣興賓預(yù)製構(gòu)件有限(xiàn)公司 備案號:豫ICP備11000496號-1
13323801533
掃一(yī)掃 關注丝瓜app









